Many of the research projects the AMDTR group are involved in require a controlled environment, whether it is for sample preparation or testing under a particular gas environment. Our laboratories have a large variety of equipment suited to facilitate these sort of tests, this includes glove boxes, purge boxes, glove bags, gas analysers and detectors, vacuum systems and access to gas cylinders to provide any required atmosphere. Our building’s facilities are typically fitted with nitrogen and a vacuum line, but we are also able to obtain bottled high purity argon, carbon dioxide, nitrogen and many more from a number of reliable suppliers.
The AMDTR group has an Inert(TM) I-Lab 2 port glove box that is used primarily to process samples in a high purity argon environment (20ppm< oxygen). The internal size of the main compartment measures 1213 mm W x 764 mm D x 897 mm H. The glove box is fitted with a 6″ antechamber for convenient insertion or removal of samples and equipment to and from the main compartment.

Inert I-Lab 2 port glove box that can maintain a high purity inert atmosphere (left), the AMDTR group has access to a variety of high purity gas cylinders (right)
The glove box is most suitable for ambient temperature sample handling or low temperature processing, such as heating materials on a hot plate. For testing under high temperature regimes, the AMDTR group has custom developed its own inert environment high temperature testing system. The test system consists of bottled 99.999% pure argon plumbed through a moisture trap and into a manifold that splits the flow into flexible PFA tubing to a series of steel vessels (named ‘reactors’) that sit inside a Tetlow tempering furnace. The connections between the PFA tubing to the steel tubing that connects to the reactors can be disconnected to allow the reactors to be removed from the furnace at temperature. A schematic describing the test system layout is shown below. Four alumina crucibles, which contain test samples, are placed in the reactor vessels and the reactors are welded shut. Under testing conditions, the reactor vessels can be heated to the maximum temperature of the furnace and the outlet manifold is closed to seal the system, while each reactor is kept under a positive pressure of approximately 10 psi (7 kPa).
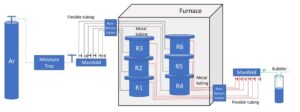
Layout of custom made high temperature inert gas testing system

Photograph of reactor at 750 C while test is underway
This high temperature inert gas testing system can be used to test materials under an inert cover gas of choice and expose them to any molten environment, such as molten salt (as long as the molten material is compatible with the alumina crucibles). This system was an effective means of testing the compatibility of Concentrated Solar Thermal Power (CSP) plant structural alloy components with molten salt, under service conditions.